
Voici une question souvent évoquée et qui vous allez le voir est une combinaison de nombreux facteurs. Cet article a été écrit par un fabricant de canon US, Daniel Lilja de Lilja Precision Rifle Barrels.

« Les canons que nous avons fabriqués ont établi plusieurs records du monde et remporté de nombreux championnats nationaux dans de nombreux sports de tir. Alors, pourquoi un canon est-il plus précis qu’un autre ? Dans cet article, je ferai quelques commentaires et observations sur ce que nous avons découvert qui produit un canon de qualité supérieure.
Il existe certaines caractéristiques mécaniques évidentes qu’un canon doit posséder s’il doit être un « tireur d’élite ». Celles-ci comprennent la rectitude du trou, l’uniformité de la géométrie des rayures et la cadence de torsion. Si la largeur des stries ou la profondeur des rainures varie, ce canon ne tirera jamais avec précision. De même, si la finition intérieure du canon est médiocre, le canon manquera l’uniformité de bout en bout requise pour être précis. Une finition rugueuse encrassera également beaucoup, entraînant des problèmes de précision. En plus de la finition de surface, la direction de la finition est également très importante. Idéalement, la « direction » de la finition sera parallèle au trajet de la balle. S’il reste des marques du rééquipement à l’intérieur du canon sur le dessus des stries, elles seront perpendiculaires à la trajectoire de la balle et auront tendance à s’encrasser.
En plus de ce qui précède, il est impératif que le canon soit chambré, fileté et adapté à l’action, et couronné par un armurier compétent. Un mauvais ajustement et chambrage peuvent obliger le meilleur canon à tirer en dessous de son potentiel. J’ai également vu la zone de la gorge des canons polie avec des marques horizontales laissées par un polissage de chambre qui est allé trop loin. Il est inutile de polir une chambre au-delà de l’épaulement. L’absence d’épaulement facilite les chambres pour les cartouches de .22.
L’une des pièces les plus importantes du puzzle est une gorge droite et uniforme qui est concentrique au canon. La balle doit s’engager dans les rayures droitement. Si ce n’est pas le cas, elle deviendra quelque peu déformée et ne sera pas centrée dans le canon. En sortant du canon, elle est libre de tourner autour de son nouveau centre de gravité, s’éloignant de l’axe du canon. En effet, elle effectuera un parcours en forme de tire-bouchon autour de l’axe du canon.
Les armuriers aiment argumenter. Un de leurs sujets favoris concerne la meilleure méthode pour chambrer un canon : tenir le canon par le mandrin du tour ou le faire glisser dans un support fixe. J’ai utilisé les deux méthodes et je ne pense pas que l’une soit meilleure que l’autre. Le facteur important est de maintenir le canon droit dans le tour. La chambre est alors coupée droit sur le canon, permettant à la gorge d’être coupée uniformément avec les rayures. Cela signifie également que la tête de l’étui contactera également la face du boulon. Si le contact est inégal, des vibrations indésirables peuvent se produire dans tout le fusil, causant une imprécision. Souvent, cela se traduit par des groupes verticaux dans un groupe. La même situation peut se développer avec un mauvais engagement des tenons de verrouillage contre l’action. Un canon tordu peut empêcher une fraise de chambre de couper une gorge précise.
Le diamètre d’une gorge ne doit pas dépasser de plus de 0,0005″ le diamètre nominal de la balle pour les cartouches de 0,338″ ou moins. Ceci est la section de libre écart. Si elle est trop grande, la balle peut commencer à osciller dans la gorge avant de s’engager pleinement dans les rayures. Et à nouveau, la précision se détériorera. Et presque aussi important, l’angle de la gorge doit être proche des balles utilisées. Pour la plupart des balles ogives tangentielles de calibre 7, il s’agit d’un angle d’environ 1,5 degrés de chaque côté. Nous avons un autre article sur ce sujet. Les angles de gorge.
Comme mentionné ci-dessus, une cadence de torsion uniforme est également cruciale, tout comme l’appariement de la cadence de torsion appropriée pour les balles utilisées. Idéalement, un canon aurait une torsion sans variation. Si la cadence de torsion diminue, la précision en souffrira, mais une légère augmentation de la torsion n’est pas dommageable. L’explication est assez simple. Si nous regardons une balle récupérée, nous remarquerons que les rayures coupent une hélice partielle sur la surface portante de la balle pour chaque stries. L’hélice est à un angle correspondant à la torsion du canon. Si la cadence de torsion diminue, l’angle de cette hélice diminuerait également, et couperait effectivement une stries plus large dans la balle. Cette condition est indésirable car la balle pourrait alors pivoter tout en étant encore à l’intérieur du canon. Elle manquerait du soutien complet du canon, en particulier sur le côté moteur des stries. Le pivotement serait démontré par un mauvais groupement sur une cible une fois qu’il a été libéré du canon.
Inversement, une augmentation de la hauteur de stries resserrerait l’angle. Bien que ce ne soit pas mieux qu’une torsion constante sur la balle, c’est certainement mieux qu’une diminution de la torsion, comme nous l’avons discuté au départ. Et comme nous l’avons mentionné, la cadence de torsion doit être adaptée à la balle. Ce sujet est abordé dans certains de nos autres articles.
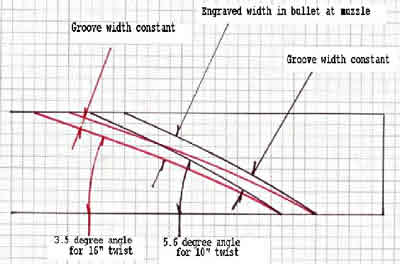
Le dessin ci-dessus est une tentative assez rudimentaire pour illustrer la diminution de la hauteur de stries mentionnée dans le paragraphe ci-dessus. Imaginez le dessin ci-dessus comme étant la surface de support d’une balle, avec le talon de la balle à droite. Les lignes noires parallèles représentent l’angle d’inclinaison et la gravure sur une balle pour un calibre de .308″ et un pas de rayure RH de 10″. L’angle hélicoïdal pour cette combinaison est d’environ 5,6 degrés. Les lignes rouges représentent l’angle pour un pas de rayure de 16″, un angle hélicoïdal d’environ 3,5 degrés. Si l’angle de pas diminue, comme cela se produirait si le taux de torsion ralentissait, la largeur des rainures gravées sur la balle devrait devenir plus large. Dans un canon à torsion droite, le côté droit des stries (vu de l’extrémité de la chambre) est le côté moteur. Si l’angle diminue, comme cela se produirait si le taux de torsion diminue, la largeur de la rainure sur la balle s’élargit et le côté gauche des stries tente de devenir le côté moteur. Si le taux de torsion augmente ou reste constant, le côté droit des rayures est toujours le côté moteur.
Dans ce dessin, les angles sont exagérés pour illustrer notre propos. Il ne montre qu’une seule rainure gravée dans la balle au lieu des 6 rainures habituelles. L’angle hélicoïdal pour n’importe quel calibre et taux de torsion peut être facilement calculé en utilisant cette formule : Angle = tangente inverse (Pi * diamètre de la balle / taux de torsion). Le diamètre de la balle et le taux de torsion sont tous deux exprimés en pouces. La tangente inverse est également notée Tan^-1 sur certaines calculatrices ou ATN. Pi est la constante ; 3,1416.
Voici un modèle solide d’un bouton de rayure. L’extrémité éloignée est fixée à une tige de traction.
Une couronne rugueuse ou biseautée causera également de gros problèmes. Cela pourrait amener la balle à tanguer lorsqu’elle sort du canon, ainsi qu’à enlever le revêtement de la balle.
Nous avons mis en évidence les caractéristiques évidentes qu’un canon précis devrait posséder ci-dessus. Mais il y en a d’autres qui pourraient ne pas sembler aussi évidents ou surprenants par leur manque d’importance, de mon point de vue.
Certains pourraient se demander pourquoi j’ai laissé de côté les diamètres du canon et des rayures dans la première partie de cet article. Principalement, parce que je ne pense pas qu’il y ait une taille exacte qu’un canon doit avoir pour un calibre nominal. Par exemple, un canon de calibre .30 n’a pas à avoir un diamètre de rayure exact de .30800″ pour être super précis. Alors que nous respectons des tolérances serrées sur les diamètres des rayures (environ .0003″), ce diamètre réel n’est pas aussi important que l’uniformité d’un bout à l’autre. Le diamètre réel du canon est moins important que le diamètre des rayures, mais l’uniformité est toujours une nécessité.
Les balles chemisées en plomb et les balles en plomb ciré dans un .22 LR sont en fait assez molles. Sous la pression du tir et de l’engagement initial dans la chambre, la balle est soit comprimée pour s’adapter aux diamètres du canon, soit obturée pour remplir le canon. Une variation de plusieurs millièmes de pouce entre la balle et le canon dans l’un ou l’autre sens ne semble pas avoir d’effet significatif sur la précision. Mais, comme nous l’avons mentionné, une fois que la balle s’adapte à la taille du canon, il est très important que le canon ne change pas de taille. Cela est particulièrement vrai pour une augmentation des diamètres internes du canon au fur et à mesure que la balle se déplace vers la bouche. Cette situation est similaire à la diminution du pas de rayure dont nous avons déjà parlé. Et une diminution du diamètre à l’écart de la chambre est comparable à un resserrement du pas de rayure.
Les contraintes résiduelles dans un canon sont une autre cause possible d’erreur. Les contraintes peuvent être causées par le processus de rayure, comme c’est le cas dans le laminage à bouton (notre méthode), ou peuvent exister dans la barre d’acier telle qu’elle a été reçue de l’usine d’acier. Nous relaxons les contraintes de nos canons avec des températures élevées. Comme discuté ailleurs (FAQ), nous n’avons pas trouvé que le processus cryogénique profond soit très efficace pour éliminer le stress dans les aciers couramment utilisés dans la fabrication de canons de fusil.
Le stress dans l’acier a tendance à sortir lorsque l’acier est chauffé ou usiné. Le chauffage d’un canon lors de son tir est souvent suffisant pour permettre à certains mouvements de stress de se produire. En effet, le canon se déforme et n’est plus là où nous pensions qu’il était. Les balles ne touchent pas la cible où elles étaient prévues. Si une barre d’acier est usinée alors qu’elle contient du stress, elle bougera. Cela peut être remarqué par une augmentation des diamètres du canon et des rayures lorsque le diamètre extérieur est réduit. Cela peut signifier une augmentation de ces diamètres lorsqu’un canon est conçu pour devenir plus petit en diamètre vers la bouche. Ou un agrandissement des dimensions internes sous les stries d’un canon à stries.
Tout l’acier utilisé dans la fabrication de nos canons est détendu par l’usine d’acier comme leur dernière opération et de nouveau après l’opération de rayure dans un four sous vide. Dans les deux cas, ce relâchement des contraintes se fait par application de chaleur.
Les canons de fusil fabriqués selon le processus de forgeage à marteau contiennent une quantité énorme de contraintes. Cela explique pourquoi certains canons sur des fusils de série des usines peuvent dévier leurs tirs lorsque ces canons chauffent pendant le tir.
Dans un autre article sur la rigidité du canon, nous avons décrit la mécanique et les mathématiques derrière la rigidité du canon. La version simplifiée de cet article est qu’un canon trop long pour son diamètre n’est pas rigide. Il peut être flexible et la précision ne sera pas à son meilleur. En général, un canon court et épais est plus précis.
Certains calibres sont intrinsèquement plus précis que d’autres. Très peu de tireurs de banc d’essai nieraient que le 6PPC ou ses variantes dans le calibre .224 sont les cartouches les plus précises jamais développées pour le tir jusqu’à 200 et 300 yards. En revanche, certaines cartouches sont moins précises.
Il semble que certains tireurs expérimentés et armuriers accordent trop d’importance à une seule caractéristique du canon en ce qui concerne la précision. Par exemple, certains armuriers ne regardent pas beaucoup plus que la rectitude d’un canon pour évaluer son potentiel avant de le chambrer. D’autres se concentrent sur la finition intérieure ou le diamètre du canon. Nous avons eu affaire à un client qui a payé une entreprise pour vérifier le taux de variation du pas de rayure de tous ses canons.
À notre avis, cela revient à se focaliser sur un seul aspect, c’est un cas de myopie. Toutes ces propriétés sont importantes et un problème sérieux avec l’une d’entre elles pourrait causer des problèmes de précision. Mais l’essentiel est qu’elles sont toutes importantes. Pour résumer les facteurs critiques que nous avons mentionnés, ils incluent : un trou droit de diamètre uniforme et de taille correcte pour le calibre prévu ; une finition de surface lisse et uniforme qui est parallèle aux rayures ; un pas de rayure uniforme ; de l’acier sans contrainte ; une rigidité adéquate pour le type de tir pour lequel il sera utilisé ; et un montage de première qualité avec une attention particulière portée à la gorge. Un canon précis est le résultat d’une harmonie de tous ces éléments. »